



Good car knife, made by Lianggong!
Lianggong
Lianggong CNC
Cutting Tools
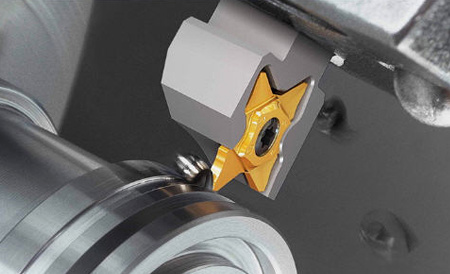
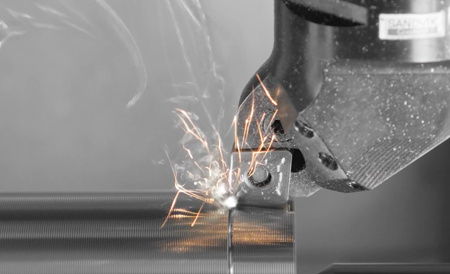
Taizhou Lianggong CNC Cutting Tools Co., Ltd. is located in Wenqiao Town, Wenling City, Zhejiang Province, which is the hometown of cutting tools in China. The company's predecessor was Wenling Lianggong Cutting Tool Factory, founded in 2001. After more than 20 years of development, it has accumulated a certain production scale and technical strength. Lianggong provides a series of turning tool products for the mechanical industry, including CNC cylindrical turning tools, CNC inner hole turning tools, CNC slotting turning tools...
Read MoreLianggong
our products




APPLICATION
Industry Application
Lianggong strive to develop right substrate material, chip breaker geometries and various coatings to optimize the machining of automobile, aerospace, rail traffic, precision mould, general machinery and engineering machinery industries.
Auto industry
Aerospace
Rail traffic
Precision mould
General machinery
Engineering machinery



Lianggong
latest newS
2024-01-26
When choosing a turning blade, many parameters need to be considered.
2024-01-26
Blades and materials used for turning stainless steel parts
2024-01-26
Knowledge of the types and uses of turning tools, how can CNC workers not understand them!
NEED HELP?
Any questions can give us a message, we have professional staff to reply to you, please be sure to fill in the correct contact information!
Factory address: No. 5 Shangjie Industrial Zone, Wenqiao Town, Wenling City, Zhejiang Province
China Sales headquarters: Zone C, Zhejiang Gongliang Cutting Tool Trading Center
Contacts
Dai Linmin